



Industrial air quality control requires highly efficient solutions, especially when dealing with combustible, sticky, or hazardous particulate matter. Traditional dry filtration systems often fall short or pose severe safety risks in these challenging environments. This is where the Wet Dust Collector becomes essential.
This comprehensive guide explores everything you need to know about wet dust collection technology, including how it works, its core benefits, key types, and how to choose the right system for your facility.
What is a Wet Dust Collector?
A wet dust collector is an industrial air pollution control system designed to remove particulate matter, gases, and vapors from an exhaust gas stream. Unlike dry collectors that use fabric bags or pleated cartridges to physically block dust, a wet system uses liquid – typically water – to contact, entrap, and separate the contaminants from the airflow.
Once the dust particles are wetted, they increase in mass and drop out of the airstream into a collection hopper, forming a sludge that can be safely removed and disposed of.
How Does a Wet Dust Collector Work? The Science of Wet Scrubbing
The fundamental principle of wet dust collection is impaction and encapsulation. To separate microscopic dust from moving air using water, the system must force the dust particles to collide with liquid droplets.
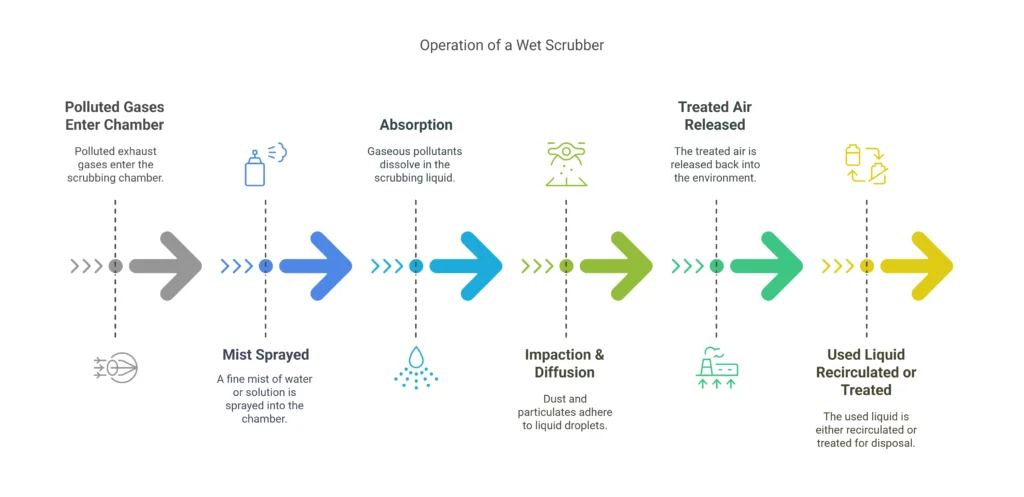
An engineered wet dust collector achieves this through a multi-stage process:
1. Air Inlet and Pre-Separation
The dust-laden air enters the collector through an inlet plenum. Large, heavy particles immediately lose velocity and drop directly into the water bottom (the fluid reservoir) before even reaching the primary scrubbing zone.
2. The Scrubbing Zone (Atomization and Contact)
This is the core of the system. The airstream is forced through a restricted zone—such as a venturi throat, a static blade cascade, or a packed bed. In this zone, water is either sprayed under high pressure or violently agitated by the high-velocity air itself. This action atomizes the water into millions of tiny droplets, creating a dense, high-surface-area liquid curtain.
As the dust particles pass through this curtain, they collide with and become encapsulated by the water droplets.
3. Droplet Separation (Mist Elimination)
Once the dust is trapped inside the water droplets, the air moves into a separation chamber. Because wetted dust particles are significantly heavier than dry ones, they are easily separated from the clean air.
The air passes through a mist eliminator (or chevron baffles). The centrifugal force or tortuous paths of the baffles force the heavy water droplets to hit the walls and drain downward, while the clean, dry air is exhausted out of the stack.
4. Sludge Settlement and Disposal
The dust-laden water flows down into the collection tank at the bottom of the unit. Over time, the particulate settles to the bottom, forming a sludge layer. This sludge is removed either manually through a drain valve or automatically via a drag-chain conveyor system.
Types of Wet Dust Collectors
Not all industrial dust behaves the same way. Consequently, manufacturers have developed different types of wet scrubbing technologies to handle varying particle sizes, dust loadings, and chemical properties.
1. Venturi Scrubbers
Venturi scrubbers are the most efficient systems for capturing ultra-fine, sub-micron particulates.
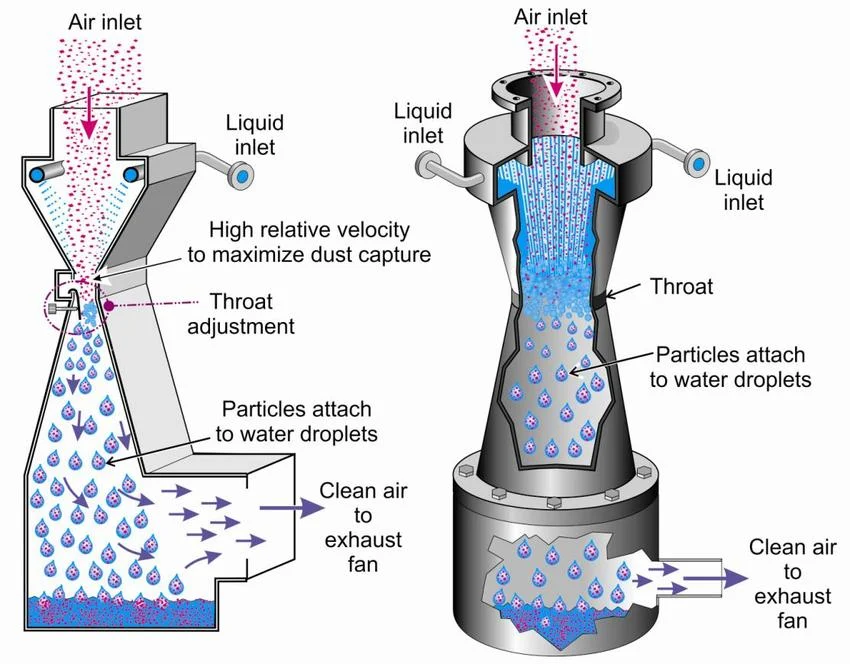
- How it works: Dirty air is forced through a narrowed “throat” section at high velocity. Water is injected at this exact point, where the extreme shear force atomizes the liquid into millions of micro-droplets. These droplets collide with and trap the microscopic dust particles.
- Best Used For: Fine metallurgical fumes, chemical processing, hazardous sub-micron dust, and sticky emissions.
2. Impingement Baffle Scrubbers
These systems require less energy than venturi scrubbers and are highly efficient for medium-to-coarse particulate.

- Mechanism: Air passes upward through a series of perforated plates covered by a continuous layer of water. Baffles are placed directly above the perforations. The air streams hitting the baffles force the dust directly into the liquid layer.
- Best Used For: Food processing, light chemical blending, and general nuisance dust handling.
3. Cyclonic Spray Scrubbers
This type combines the mechanical forces of a dry cyclone collector with the washing power of liquid sprays.
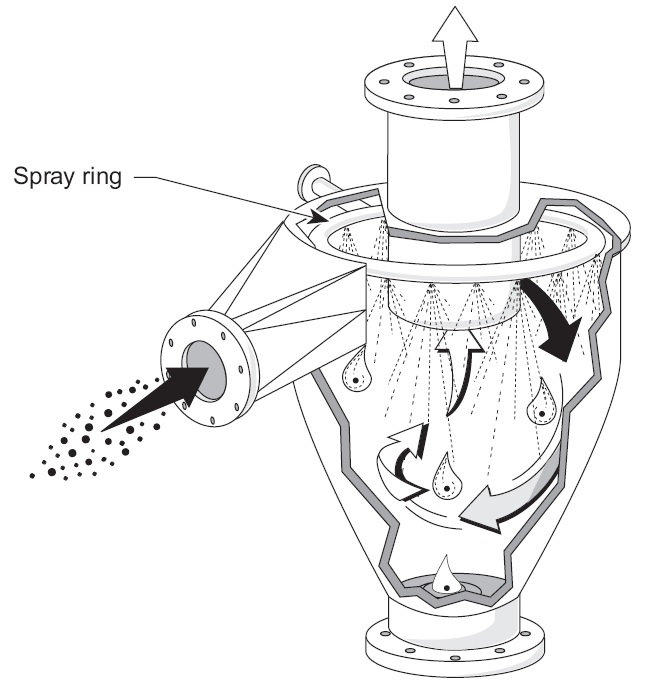
- How it works: Dirty air enters the cylindrical collector tangentially, creating a fast-spinning cyclone motion. Internal spray headers introduce a fine water mist into the center. Centrifugal force drives both the dust and the water droplets to the outer walls, where they wash down into the sludge tank.
- Best for: Large particles, heavy dust loads, and pre-cleaning before secondary filtration.
4. Packed Bed Scrubbers
While primarily designed for gas and odor absorption, packed bed scrubbers can handle light dust loads.
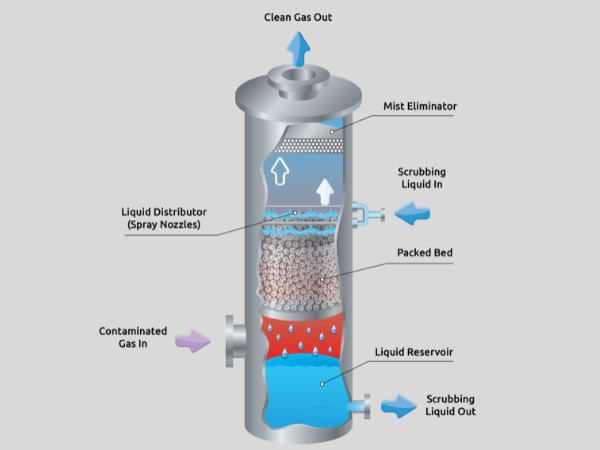
- Mechanism: The tower is filled with random or structured packing materials that maximize surface area. Water sprays down from the top while air rises from the bottom (counter-current flow).
- Best Used For: Acid gases, chemical vapors, and mixed gas/particulate streams.
Wet vs. Dry Dust Collectors: A Head-to-Head Comparison
Choosing between a wet dust collector and a dry cartridge/baghouse system depends heavily on your specific application, safety requirements, and material characteristics.
| Feature | Wet Dust Collectors | Dry Dust Collectors |
| Explosion Risk Management | Excellent. Inherently eliminates fire and explosion risks by saturating dust. | Requires Add-ons. Needs explosion vents, isolation valves, and suppression systems. |
| Handling Sticky/Moist Dust | Excellent. Liquid media prevents clogging or blinding. | Poor. Moisture causes filter blinding, mold, and system failure. |
| Footprint | Compact. Requires less floor space relative to air volume (CFM). | Large. Requires substantial space to house dozens of filter elements. |
| Maintenance Media | No Filters. Operates using water; no expensive cartridge or bag replacements. | High Filter Costs. Requires regular filter changes, which can be costly and labor-intensive. |
| Waste Management | Sludge Handling. Produces wet wastewater or sludge that must be disposed of or filtered. | Dry Dust. Collects dry powder, which is easy to handle but can re-entrain into the air during emptying. |
| Operating Cost (Energy) | Higher. Requires higher pressure drops, meaning larger fan motors and higher energy use. | Lower. Generally operates at a lower pressure drop, saving energy. |
The Critical Advantages of Implementing a Wet System
1. Complete Mitigation of Combustible Dust Hazards
According to OSHA and NFPA standards, certain metal dusts—specifically aluminum, titanium, magnesium, zirconium, and tantalum—are highly explosive. When these fine metal powders come into contact with a spark in a dry environment, the results can be fatal.
Wet dust collectors completely neutralize this risk. By instantly wetting the dust at the point of capture, the material loses its ability to ignite or sustain a chain-reaction explosion.
Read more: Steel Production Dust Control: Guide to Choosing Efficient Collection Systems
2. High-Efficiency Filtration of Sticky, Humid, or Hygroscopic Dust
If your manufacturing process involves oil mist, moisture, resin, or hygroscopic materials (dust that absorbs water from the air, like sugar or salt), a dry collector will fail rapidly. The dust will mix with the moisture, paste itself to the fabric filters, block the airflow, and shut down production.
Wet collectors thrive in these environments because the dust is intended to mix with water.
3. Simultaneous Gas and Particulate Removal
Industrial exhaust streams often contain a mixture of solid particulate and harmful gases (such as sulfur dioxide, hydrogen chloride, or volatile organic compounds). A dry system can only capture the solids. A wet dust collector can act as a dual-purpose system, scrubbing out the solid dust while chemically absorbing or neutralizing the gases within the same unit.
4. Continuous, Non-Interrupted Operation
Dry collectors require cleaning cycles (pulse-jet air blasts) to knock dust off the filters, and eventual shutdowns to replace torn bags. Wet dust collectors can operate continuously 24/7 without stopping for filter cleanings, maximizing factory uptime.
Key Maintenance and Operational Best Practices
While wet dust collectors eliminate filter replacement costs, they introduce unique maintenance requirements centered around water quality, corrosion, and waste management. To ensure your system operates at peak efficiency, follow these protocols:
- Monitor Pressure Drop: The differential pressure across the scrubbing zone dictates the efficiency of the unit. A sudden drop indicates low water flow or air bypassing, while a sharp increase could indicate a clog or heavy sludge buildup.
- Maintain Water Levels and Flow Rates: Check water level sensors, automatic fill valves, and spray nozzles daily. Insufficient water leads to immediate drop-offs in collection efficiency and poses safety risks in explosive dust applications.
- Implement Corrosion Control: Because water accelerates rust, ensure your wet collector is built from high-grade 304 or 316 stainless steel. If using carbon steel, ensure it features an advanced epoxy or polyurethane chemical-resistant internal coating. Monitor the pH of the scrubbing water regularly if processing acidic or alkaline dust.
- Establish Routine Sludge Removal: Do not allow sludge to accumulate past the manufacturer’s recommended levels. Excessive sludge chokes the water volume, alters airflow dynamics, and makes manual cleaning highly labor-intensive. Consider automated drag conveyors for heavy-duty applications.
- Prevent Bacterial Growth: Stagnant industrial water can become a breeding ground for bacteria, including Legionella, and cause foul odors. Treat the water reservoir with appropriate biocide solutions according to occupational health guidelines.
How to Choose the Right Wet Dust Collector for Your Facility
Investing in an industrial air filtration system requires careful planning. To choose the right wet dust collector, audit your facility using the following parameters:
Step 1: Analyze Dust Characteristics
- Is the dust combustible? (e.g., Aluminum, Magnesium)
- What is the particle size distribution? (Sub-micron fumes require a Venturi scrubber; larger dust can use an Orifice collector)
- Is the dust water-soluble, hydrophobic (water-repelling), or sticky?
Step 2: Determine Airflow Requirements (CFM)
Calculate the total cubic feet per minute (CFM) required to capture dust at the source hooding. The size of your wet collector, its internal geometry, and the necessary fan motor horsepower are directly scaled to this airflow metric.
Step 3: Assess Regulatory and Compliance Demands
Identify the local and international regulatory standards your facility must meet, such as OSHA permissible exposure limits, EPA clean air emissions thresholds, and NFPA standards for handling combustible metals (NFPA 484). Ensure the manufacturer provides documentation proving compliance with these standards.
Step 4: Evaluate Water Supply and Waste Infrastructure
Wet scrubbers require a consistent water source and a plan for handling the resulting effluent or sludge. Determine if your facility has an on-site wastewater treatment plant, or if you will need to invest in secondary dewatering equipment like filter presses or centrifugal separators.
Optimize Your Factory Air Quality with Vimax Global
Are you ready to eliminate dust hazards and upgrade your facility’s air filtration infrastructure? Vimax Global designs, manufactures heavy-duty, high-efficiency dust collection systems tailored exactly to your production line’s needs.
Whether you are handling explosive metal dust, sticky resins, or hazardous chemical vapors, our engineering team ensures absolute compliance with strict global environmental and safety standards.
Contact Vimax Global today to schedule a custom air quality audit, request a technical consultation, or receive a comprehensive project quote from our industrial air filtration experts.

