


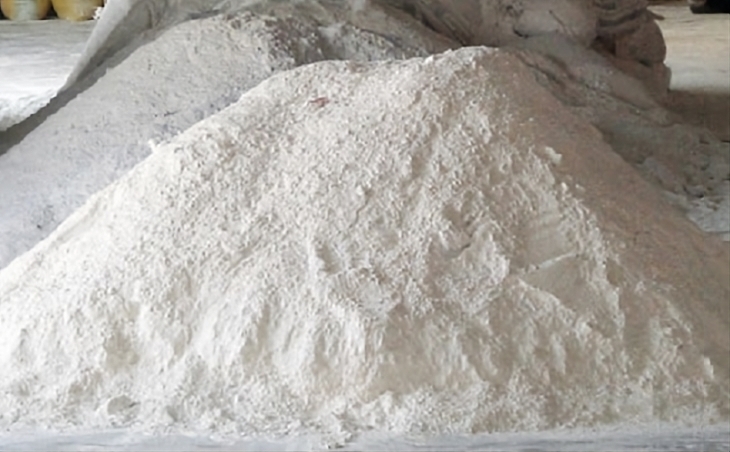
Engineered to Handle the Toughest Fine Dust Challenges
At VIMAX, we developed the Stone Powder Dust Collection System to address the heavy dust loads found in stone cutting, grinding, and processing operations. Fine stone powder — especially silica dust — poses serious health risks to workers and accelerates equipment wear. Our system efficiently captures airborne particles at the source, protecting both the work environment and production assets across mining and stone-based manufacturing.

Applications

Stone Processing Plants
Collects dust from cutting, grinding, and finishing natural stone, construction stone, or decorative stone.

Quarry & Stone Mining Sites
Controls dust emissions during extraction, loading, and transportation activities in quarry environments.

Building Materials Manufacturing
Used in cement, mortar, concrete, and brick factories that use stone powder as a raw material to maintain clean air conditions.
Limestone & Powdered Stone Production
Filters dust generated in crushing and processing limestone and other stone materials into powder form.
Our Unique Edge
Innovative Craftsmanship
Every system is designed with the latest technology for peak performance.
Eco-Conscious Approach
We prfioritize sustainable designs that reduce your carbon footprint.
Global Standards
Compliant with international certifications for safety and efficiency.
Why Our Stone Dust Collector System Stands Out.
Worker Health Protection
Removes hazardous fine particles, especially silica, which can cause serious lung diseases when inhaled over time.
Environmental Dust Control
Reduces the spread of stone powder into the surrounding air, supporting cleaner outdoor environments and better community health.
Equipment Preservation
Prevents abrasive dust from damaging machinery and clogging systems, increasing equipment reliability and service life.
Higher Production Efficiency
Clean air improves worker performance and reduces operational downtime caused by dust-related disruptions.
Compliance with Environmental Regulations
Helps mining and processing facilities meet legal requirements for dust emissions and avoid environmental penalties.
Let’s Innovate Together
Your next step toward an optimized, efficient future begins here. VIMAX’s Cooling Ventilation System combines performance, sustainability, and reliability to give you an unmatched edge in your industry.
Request Your Quote TodayProducts
Products for
Any Application.
Your facility demands reliable and innovative systems to keep operations running smoothly. VIMAX offers an extensive range of systems and products tailored to meet any industrial need. Whether you require precision cooling for data centers, effective dust collection for manufacturing plants, or dependable fire protection for critical infrastructure, VIMAX has the expertise to deliver.












New Insights & Updates.
Stay ahead of industry trends and see how VIMAX is shaping the future of industrial systems. Check out our latest case studies, innovations, and partner success stories:






FAQs About Stone Dust Extraction System
What is a Stone Powder Dust Collection System?
Stone dust collectors are critical industrial systems designed to capture respirable silica dust from granite, marble, and quartz fabrication, protecting workers from silicosis.
They utilize high-efficiency filtration to trap 99%+ of fine particles using dry cartridge systems or water-based spray systems, commonly in downdraft, booth, or mobile arm configurations.
Why do I need a specialized collector for stone instead of a regular shop vac?
Stone dust contains crystalline silica, which is hazardous to breathe. Standard vacuums often exhaust these fine particles back into the air. A dedicated stone dust collector uses HEPA filtration or water to trap 99.97% of particles down to 0.3 microns.
What types of dust can this system handle?
The system is highly effective for various materials, including:
- Natural stone (Granite, Marble, Limestone).
- Engineered stone (Quartz, Porcelain).
- Cement and concrete powder.
Is the system loud during operation?
Modern systems are equipped with silencers and sound-dampening enclosures for the fans, ensuring noise levels stay within industrial safety limits (usually below 85dB).
